ООО Научно-производственное предприятие "Технотрон", Чебоксары
5 627 посетителей с 15 ноября 2014
Статус:
ДействующееОфициальный сайт
технотрон.рфИНН
2129002015ОГРН
1022101271763Адрес
428015, Россия,Урукова, 17 А
(8352) 58-53-50
(8352) 45-40-70
(8352) 58-51-70
Сварочный аппарат инверторного типа ДС 250.33
Аппарат ДC250.33 — промышленный сварочный аппарат инверторного типа на ток до 250А (ПВ 100%) с микропроцессорным управлением, для сварки покрытым электродом до 5 мм.
Предназначен для работы в цеховых и полевых условиях при питании как от стационарной сети, так и от автономных генераторов.
Аппарат специально разработан для производства монтажных и ремонтных работ, где необходимо стабильно высокое качество сварки.
ДС250.33 имеет заводскую гарантию 3 года.
Предназначен для работы в цеховых и полевых условиях при питании как от стационарной сети, так и от автономных генераторов.
Аппарат специально разработан для производства монтажных и ремонтных работ, где необходимо стабильно высокое качество сварки.
ДС250.33 имеет заводскую гарантию 3 года.

Описание аппарата ДС250.33
- Плавное регулирование сварочного тока в диапазоне от 25 до 250 А. Точность задания тока — до 1А, контролируется цифровым индикатором.
- Имеет цифровую индикацию параметров сварки — Ток сварки, Степень «форсирования дуги», Наклон.
- Выполнен в «безопасном варианте», — имеет пониженное напряжение холостого хода — 12 В. (аппарат может использоваться для сварки в особо опасных условиях).
- Снабжен системой «горячего старта», обеспечивающей легкое возбуждение сварочной дуги (кратковременный импульс сварочного тока при касании электрода).
- Снабжен устройством «антистик», защищающим электрод от прилипания. (автоматическое отключение тока при «залипании» электрода).
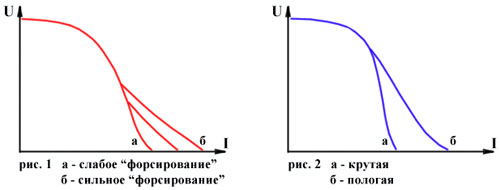
- Имеет возможность регулировки «форсирования» сварочной дуги, которое определяет поведение сварочного тока в момент уменьшения и далее замыкания дугового промежутка (рис. 1). Уменьшение «форсирования» снижает разбрызгивание металла, а увеличение «форсирования» уменьшает вероятность залипания электрода, увеличивая проплавление и давление дуги.
- Позволяет плавно регулировать наклон вольтамперной характеристики от 0.4В/А до 1.25В/А, управляя переносом металла, в зависимости от конкретных условий сварки и типа электрода, что особенно важно при сварке целлюлозными электродами (рис. 2).
- Предусмотрено автоматическое отключение источника при перегреве, пониженном напряжении и отсутствии одной из фаз питающего напряжения.
- Рабочий диапазон температур от — 40 до + 40°С и поддержание заданного тока вне зависимости от колебаний напряжения сети.
- Пульт ДУ для дистанционного управления сварочным током двух типов.
- Имеет высокое выходное напряжение, что позволяет вести сварку используя кабели суммарной длиной до 100 м.
- Специально адаптирован для питания от автономного генератора, за счет встроенного входного фильтра, улучшающего электромагнитную совместимость источника с питающей сетью. Имеет встроенный двойной защитный фильтр от помех и скачков U в сети.
- Источник может поставляться с Блоком импульсного режима (Исполнение 01). В этом случае цифровой индикатор отображает выставляемое значение тока паузы (А), времени протекания тока импульса и времени протекания тока паузы (Сек). Наличие импульсного режима работы облегчает ведение сварки в различных пространственных положениях, сварку деталей малой толщины и снижает требования к квалификации сварщика, например, при сварке вертикальных и потолочных швов. Управление тепловой мощностью дуги позволяет в широких пределах регулировать глубину проплавления и скорость кристаллизации металла шва при сварке труб и металлоконструкций. Во время импульса тока мощность дуги нарастает, соответственно увеличивается количество расплавленного электродного и основного металлов. Снижение мощности дуги во время паузы способствует ускоренной кристаллизации жидкого металла сварочной ванны с одно-временным снижением количества основного и электродного металлов. Используя импульсный режим можно обеспечить требуемую проплавляющую способность дуги без опасности прожогов и получить большее количество наплавленного металла в единицу времени. При этом упрощается технология однопроходной сварки и выполнение корневых проходов при многослойной сварке труб и металлоконструкций без подкладок даже при больших, чем при обычной сварки, допусках на сборку, повышается эффективность процесса сварки и улучшается формирование швов. Швы получаются с плавными очертаниями и мелкой чешуйчатостью, соответствующей выбранному режиму пульсации дуги.
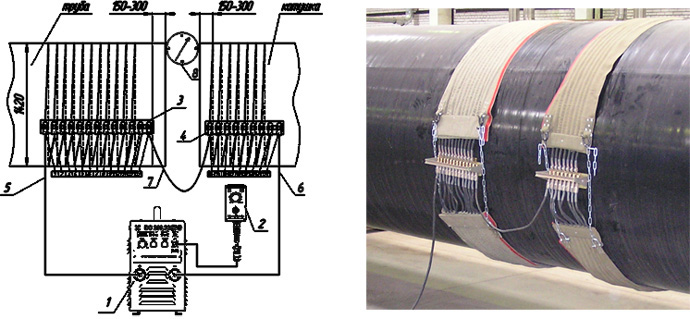
- Для проведения работ по сварке намагниченных труб источник может поставляться с Блоком компенсации магнитного потока (Исполнение 02). В этом случае он может работать в составе комплекта для компенсации магнитного потока. Комплект обеспечивает снижение напряженности магнитного поля в стыке до значения не более 20 Гауссов.
Состав комплекта: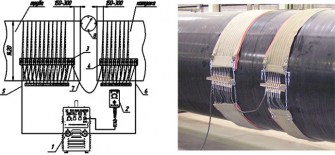
1. Сварочный источник ДС250.33 с панелью для компенсации магнитного потока
2. Специализированный пульт дистанционного управления
3. Набор поясов с быстроразъемными соединителями и транспортировочными сумками
4. Соединительные кабели

- 22 октября 2014
- 2264 просмотра
- Поделиться
2264 просмотра c 22 октября 2014